 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QSK23柴油發動機故障判斷和排除手冊之頂置機構的氣門拆卸與安裝調整技術規格與標準的維修數據測量
康明斯QSK23柴油發動機故障判斷和排除手冊之頂置機構的氣門拆卸與安裝調整技術規格與標準的維修數據測量
概述
康明斯公司發現大多數應用類型中的發動機將不會出現顯著的氣門/噴油器機構磨損。建議只在拆卸噴油器時,或者當其它維修干擾了氣門系統時才調整氣門和噴油器。
必須正確調整氣門和噴油器,以使發動機高效工作。必須按照本節中列出的數值進行氣門和噴油器調整。
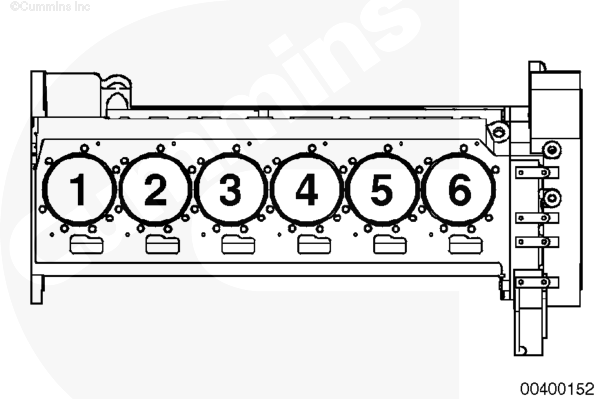
汽缸從發動機的前端開始編號。
QSK23 發動機點火順序為 1-5-3-6-2-4。
曲軸旋轉的方向為順時針(從發動機的前面觀察)。
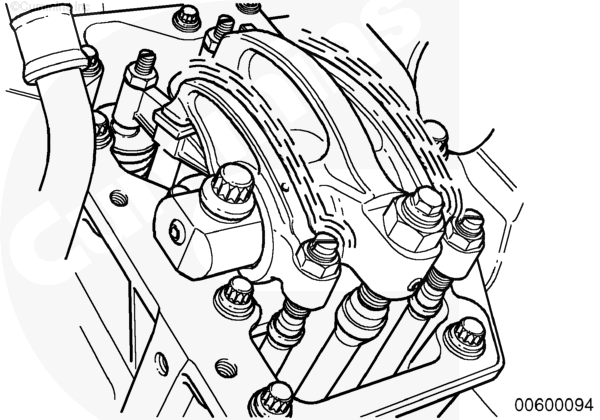
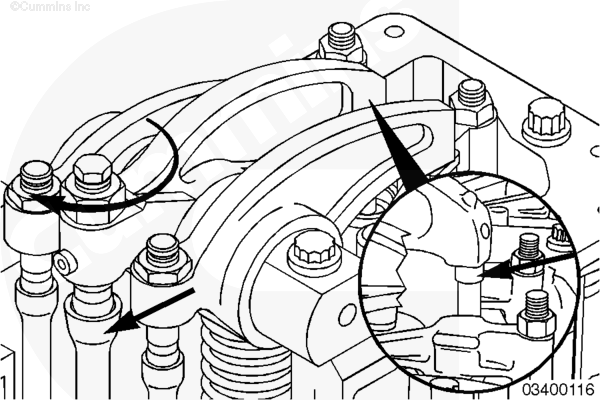
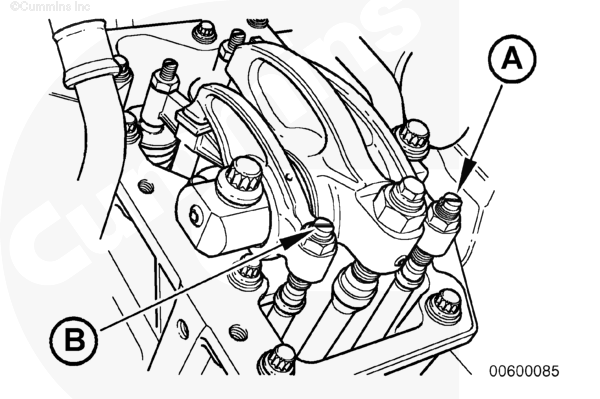
每個氣缸有 3 個搖臂。從發動機進氣側面對缸蓋時,左側是進氣搖臂,右側是排氣搖臂。中間搖臂是噴油器搖臂。
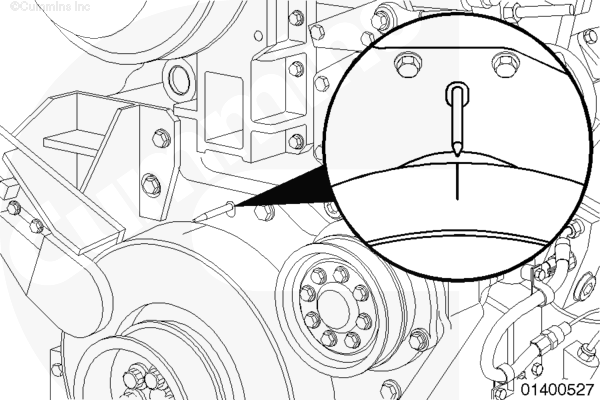
發動機減振器上有氣門和噴油器調節標記。
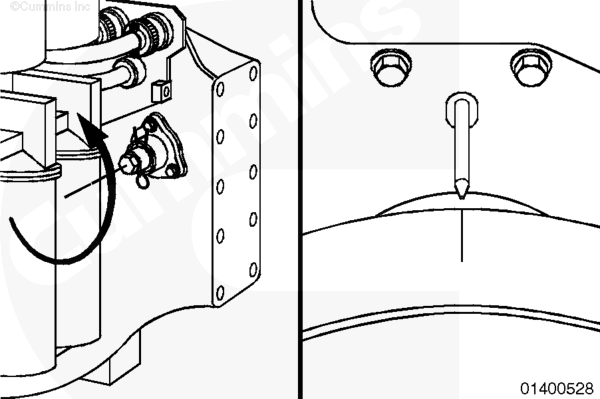
氣門和噴油器標記必須與指示箭頭對準,否則會導致調整錯誤。
在每個減振器標記處調節一對氣門和一個噴油器。
調整所有的氣門和噴油器需要旋轉曲軸 2 周。
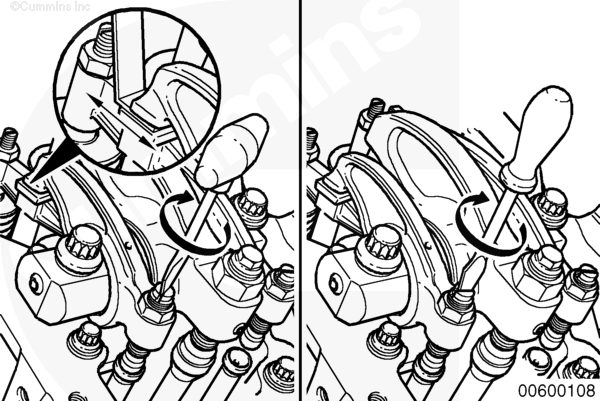
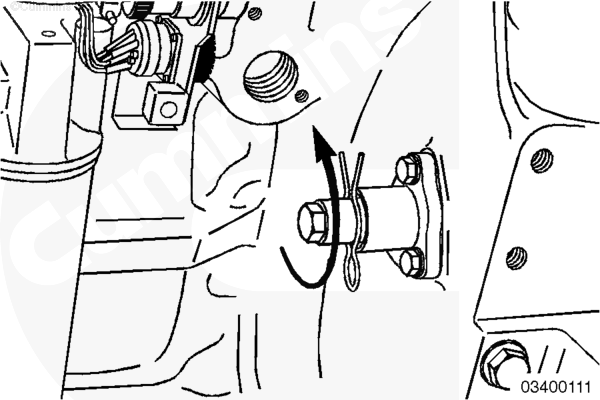
此插圖顯示發動機盤車裝置。要使用此裝置,拆卸固定夾并向飛輪推動此裝置。必須逆時針轉動盤車裝置,以按正常旋轉方向轉動飛輪和曲軸。
準備步驟
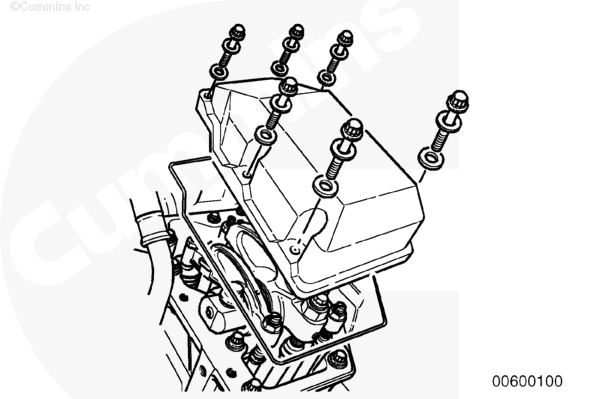
- 拆下搖臂室蓋。參考第 3 節中的步驟 003-011(搖臂室蓋)。
調整
如果為了此次修理拆卸了搖臂總成,請利用這一步驟確定要進行設置的正確氣缸。
進行氣門和噴油器調節前,用清潔的發動機機油潤滑調整螺釘螺紋。
所有氣缸上的所有調整螺釘都必須松開,并且推桿必須保持對正。
盤動發動機至減振器上的下一個氣門設定標記。這種設置可從任一氣門設定標記開始。
為判斷哪個氣缸做好了設置準備,可確定做好了噴油器設置準備的氣缸,參考本步驟中的圖表。例如,如發動機已盤動至 “1.6 TOP” 標記,那么 2 號或 5 號氣缸將處于噴油器設置的位置。
對于這兩個氣缸,向下擰動噴油器調節螺釘和鎖緊螺母,直到噴油器搖臂與推桿和噴油器連桿接觸。在噴油器調節螺釘上的鎖緊螺母上方有最多可見螺紋的氣缸上執行噴油器設置。
盤動發動機之前,有較少可見螺紋、在上一步中沒有進行設置的噴油器必須旋松噴油器調節螺釘,直到它們在調節螺母上方的螺紋數量至少與已經進行了設置的噴油器螺紋數量一樣多。
為判斷哪個氣缸做好了氣門設置準備,可參考本節中的圖表,確定與前一步中噴油器設置氣缸相對應的氣缸。例如,如果 2 號氣缸噴油器已經設置,那么 1 號氣缸將做好氣門設置的準備。
注 : 執行頂置機構設置步驟時,發動機必須冷機。
跨接壓板的調節務必在調節氣門之前進行。
在為氣門設置準備就緒的汽缸上調整跨接壓板。
松開進氣和排氣門跨接壓板上的調節螺釘鎖緊螺母。
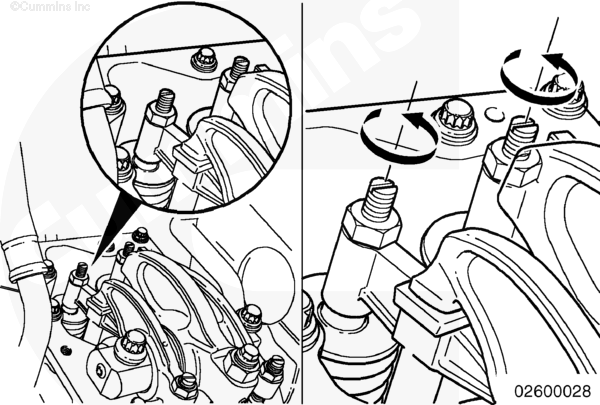
按以下步驟調節進氣和排氣門跨接壓板。
逆時針轉動調節螺釘至少一圈。
使跨接壓板壓住導管。
順時針轉動調節螺釘,直到它接觸氣門桿頂端,但不要使跨接壓板抬升。
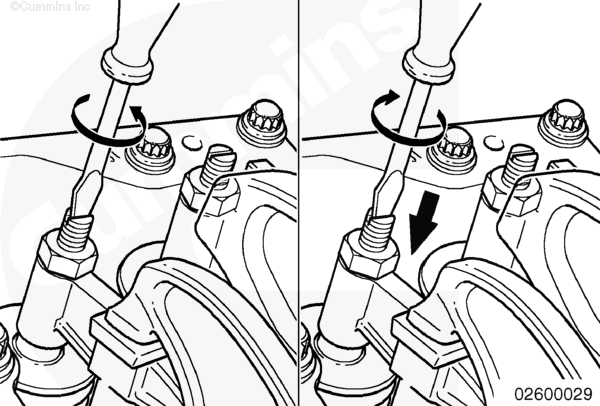
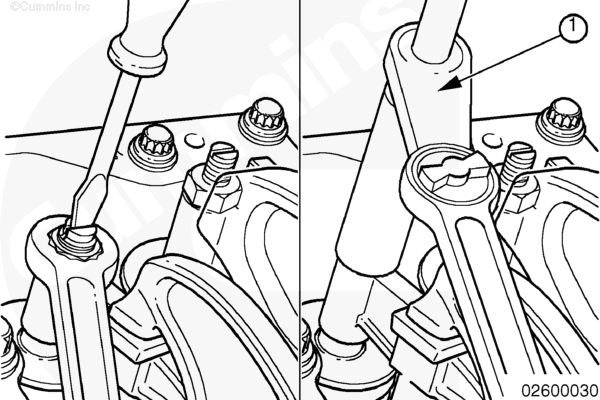
將調整螺釘固定在此位置。擰緊鎖緊螺母至規定扭矩值時,不得轉動調節螺釘。
擰緊鎖緊螺母。
以下給出使用和不使用扭矩扳手適配器(零件號 3163196)的扭矩值。
| 帶適配器 | 60 n.m | [44 ft-lb] |
| 不帶適配器 | 65 n.m | [48 ft-lb] |
盤動發動機至下一個減振器的正時標記(參考本步驟的圖表)并確定下一個要設定的噴油器氣缸和閥筒。
如果沒有拆卸搖臂總成,請確定準備進行噴油器設置的氣缸。
在這兩個氣缸上,辨別出高于搖臂室頂部的噴油器推桿。這是做好噴油器設置準備的氣缸。
參見本節中的圖表,確定相應的氣門設置氣缸。
| 氣門和噴油器調節判斷 | ||
| 減振器標記 | 氣缸上的氣門調節 | 氣缸上的噴油器調節 |
| 1.6 TOP | 1 | 2 |
| 2.5 TOP | 5 | 4 |
| 3.4 TOP | 3 | 1 |
| 1.6 TOP | 6 | 5 |
| 2.5 TOP | 2 | 3 |
| 3.4 TOP | 4 | 6 |

氣門調整
| 氣門間隙 - 初始設置 | |||
| mm | in | ||
| 排氣門 (A) | 0.62 | 最大 | 0.024 |
| 進氣門 (B) | 0.32 | 最大 | 0.013 |
| 氣門間隙 - 檢查 | |||
| mm | in | ||
| 排氣門 (A) | 0.60 | 最小 | 0.023 |
| 0.64 | 最大 | 0.025 | |
| 進氣門 (B) | 0.30 | 最小 | 0.012 |
| 0.34 | 最大 | 0.013 | |
使用扭矩扳手法和螺絲刀法設定氣門間隙。兩種方法介紹如下。可采用任一方法,但扭矩扳手法被認為是最行之有效的方法。
確保跨接壓板已調節,且牢固地安裝在氣門桿上。
確保塞尺位于搖臂中心下方,否則會導致錯誤的調整。
調整螺釘必須能轉動自如,否則會出現錯誤讀數或設置錯誤。
選擇適合的塞尺設置氣門。使用塞尺組(零件號 3823557)或等效工具。
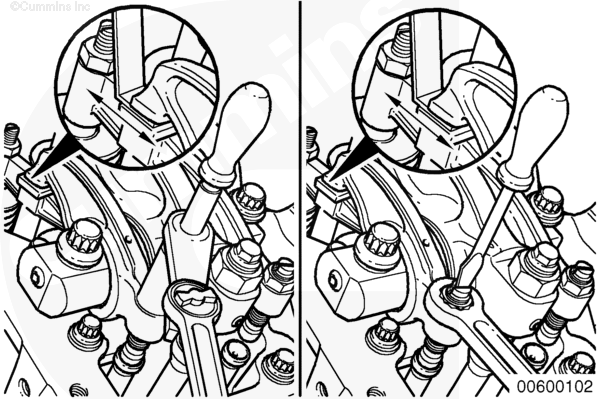
氣門調整 - 扭矩扳手法
確保零件都已對正,并且擰緊調整螺釘,將機油擠出氣門機構。
松開調整螺釘至少一圈。
將塞尺插入搖臂與跨接壓板之間。
使用扭矩扳手(零件號 3376592)擰緊調節螺釘。
取出塞尺。
鎖緊螺母擰緊后,不得轉動調整螺釘。使用或不使用扭矩扳手適配器(零件號 3163196)獲得鎖緊螺母扭矩。
擰緊鎖緊螺母。
| 帶適配器 | 48 n.m | [35 ft-lb] |
| 不帶適配器 | 68 n.m | [50 ft-lb] |
試著將厚度增大 0.03 mm [0.001 in] 的塞尺插入。如果更厚的塞尺可以插入,則氣門間隙不正確。
重復調整過程直到獲得適合的間隙。
氣門調節 - 螺絲刀法
確保零件都已對正,并且擰緊調整螺釘,將機油擠出氣門機構。
松開調整螺釘至少一圈。
將塞尺插入搖臂與跨接壓板之間。
擰緊調整螺釘直到搖臂與塞尺接觸。
鎖緊螺母擰緊后,不得轉動調整螺釘。使用或不使用扭矩扳手適配器(零件號 3163196)施加鎖緊螺母扭矩。
擰緊鎖緊螺母。
| 帶適配器 | 48 n.m | [35 ft-lb] |
| 不帶適配器 | 68 n.m | [50 ft-lb] |
試著將厚度增大 0.03 mm [0.001 in] 的塞尺插入。如果更厚的塞尺可以插入,則氣門間隙不正確。
重復調整過程直到獲得適合的間隙。
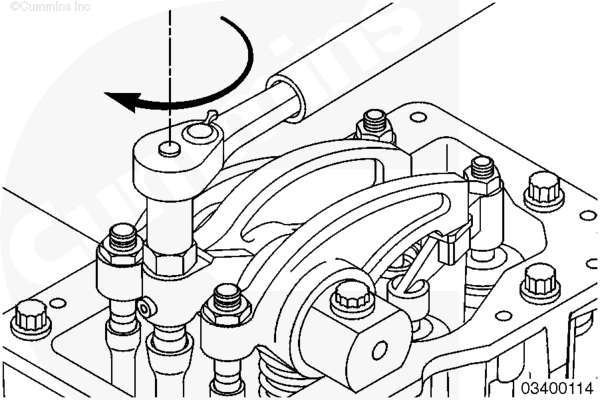
噴油器臂調節
可使用棘輪式或度盤式扭矩扳手擰緊噴油器搖臂的調節螺釘。調節螺釘的規定扭矩必須落在所使用的扭矩扳手工作范圍的中心點附近。如果調整過程中螺釘發出咔噠聲,則需要維修螺釘和搖臂。
擰緊調整螺釘。
松開調整螺釘至少一圈。
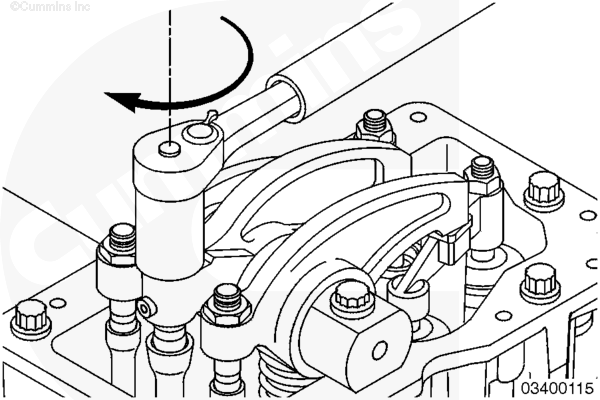
再次擰緊調節螺釘。
擰緊調節螺釘鎖緊螺母時,不要將調節螺釘保持在固定位置。
擰緊噴油器調節螺釘鎖緊螺母。
最后步驟
- 安裝搖臂室蓋。參考第 3 節中的步驟 003-011(搖臂室蓋)。
- 運轉發動機,檢查有無泄漏。
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
