 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska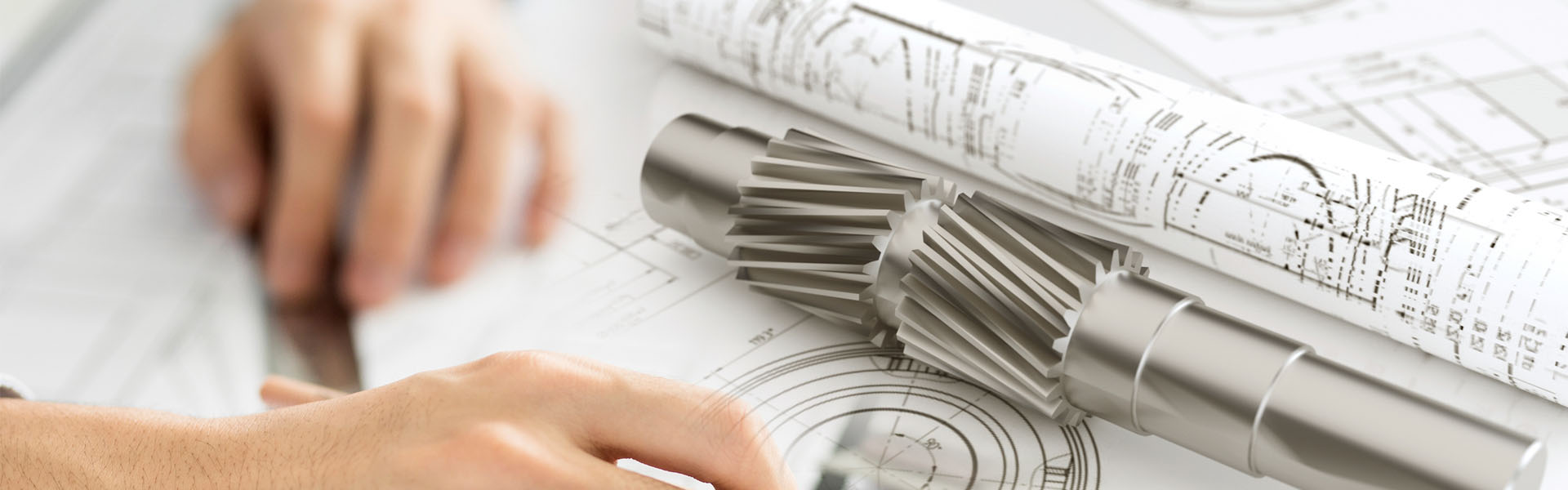
康明斯QSK95 CM2350柴油發動機、柴油發電機組維修手冊之發動機的缸體和缸套座封拆卸安裝與標準的維修技術參數
康明斯QSK95 CM2350柴油發動機、柴油發電機組維修手冊之發動機的缸體和缸套座封拆卸安裝與標準的維修技術參數
分解圖
 |
- 主軸承雙頭螺柱螺母
- 主軸承蓋
- 主軸承雙頭螺柱
- 缸體
- 主軸承蓋側螺栓
- 菱形定位銷
- 螺塞
- 定位銷
- 防破壞密封件
- 碗形塞(膨脹塞)
選擇維修工具
推薦的 Cummins® 維修工具
- 定位銷拆卸器(零件號 3163720)
- 裂紋檢測組件(零件號 3375432)
- 碗形塞安裝器(零件號 3824731)
- 碗形塞安裝器手柄(零件號 3164085)
- 油封拆裝器(零件號 3823154)
- Loctite® 620,零件號 4919199
其他維修物品
- 燃油容器 - 約 23 升 [6 加侖]
- 適用于收集冷卻液的容器
- 適用于收集機油的容器 - 大約 625 升 [165 加侖]
- 刮刀、鋼絲刷或 Scotch-Brite™ 7448
- 精密的直尺
- 硬或軟魔石
概述
缸體是一個呈 60 度 V 形的中止式缸套。缸套和缸體之間在中間止動處有一個硬化黃銅密封圈,以防止出現磨損。發動機序列號印在左排缸體裙部至 1 級燃油濾清器的后部。
缸體重約 2998 kg [6610 lb],將需要專用起重設備。此過程需要兩名技術人員完成。
準備步驟
WARNING
蓄電池可能有易爆性氣體逸出。為降低人身傷害的可能性,在維護蓄電池前,必須保持發動機艙通風良好。為了降低產生電弧的可能性,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
- 斷開蓄電池和電源。參考設備制造商維修信息。
- 從空氣起動馬達上斷開供氣管(如果配備)。參考第 12 節中的步驟 012-022。
- 拆下發動機。參考第 0 節中的步驟 000-001。
- 解體發動機。參考第 DS 節中的步驟 304-001。
拆解
拆下主軸承蓋。參考第 1 節中的步驟 001-006。
拆下主軸承蓋螺柱。參考第 1 節中的步驟 001-130。
如有必要,拆下菱形定位銷。使用定位銷拆卸器(零件號 3163720)或等同工具。使用拆卸器鎖片,零件號 3163729。
如有必要,拆下菱形定位銷。使用定位銷拆卸器(零件號 3163720)或等同工具。使用拆卸器鎖片,零件號 3163729。
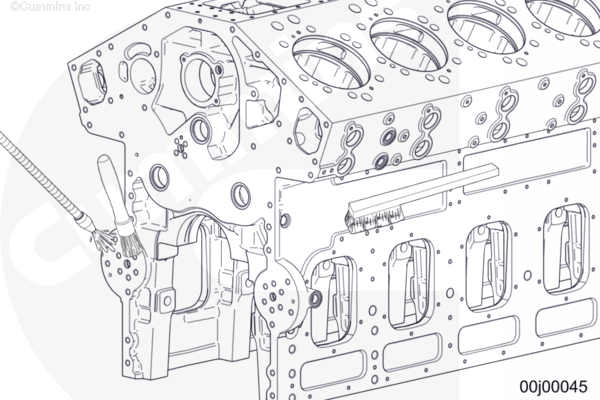
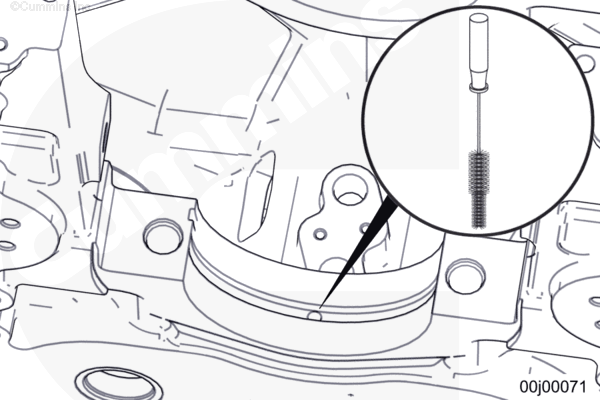
從缸體中拆下防破壞密封件。使用油封拆裝器組件(零件號 3823154)。
從缸體中拆下碗形塞。參考第 17 節中的步驟 017-002。
如有必要,拆下定位銷。使用定位銷拆卸器(零件號 3163720)或等同工具。使用拆卸器鎖片,零件號 3163729 或零件號 3163725。


LARGE
|
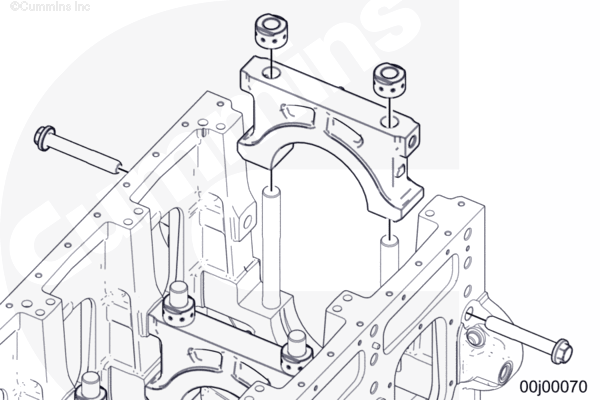
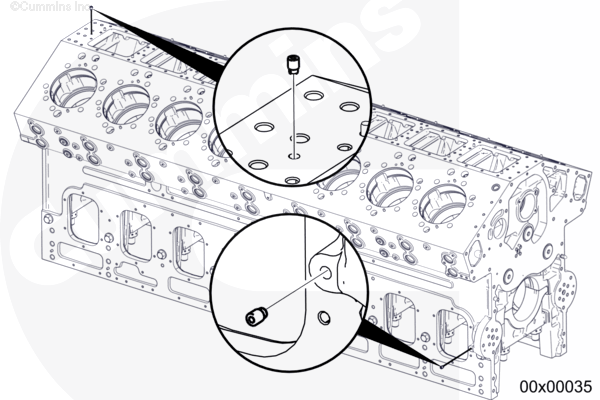
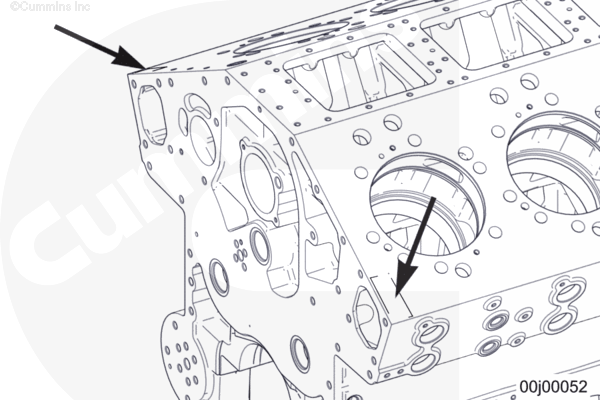
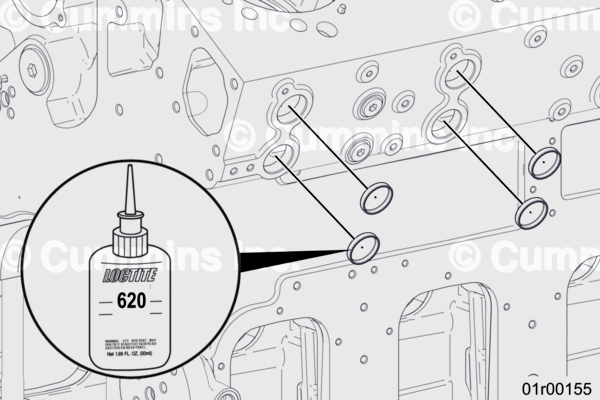
拆下直螺紋 O 形圈螺塞。
拆下并廢棄 O 形密封圈。
LARGE
|
拆下直螺紋 O 形圈螺塞。
拆下并廢棄 O 形密封圈。
清潔
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
CAUTION
清潔缸體時一定要小心。否則會造成機加工的密封墊表面和凸輪軸襯套損壞。
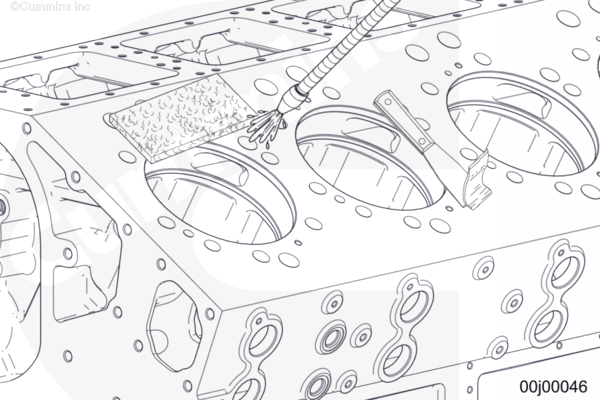
清潔缸體上厚重的污垢沉積物。使用刮刀、鋼絲刷或 Scotch-Brite™ 7448。使用溶劑。
清潔缸蓋上表面。使用刮刀或 Scotch-Brite™ 7448。使用溶劑。
注 : 表面必須沒有污垢、機油和密封墊材料,但不必看上去光潔如新。
WARNING
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
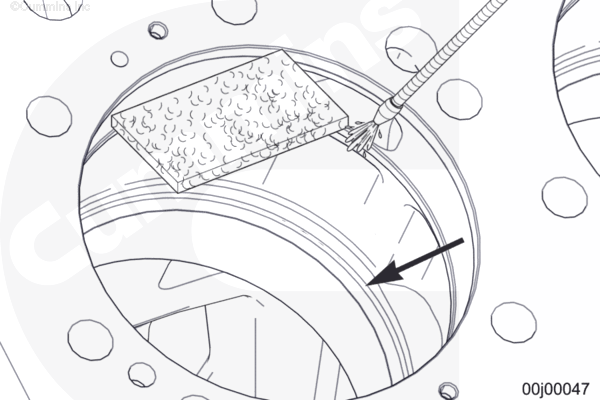
清潔中止式缸套座和下部缸套密封表面。使用刮刀或 Scotch-Brite™ 7448。使用溶劑。
WARNING
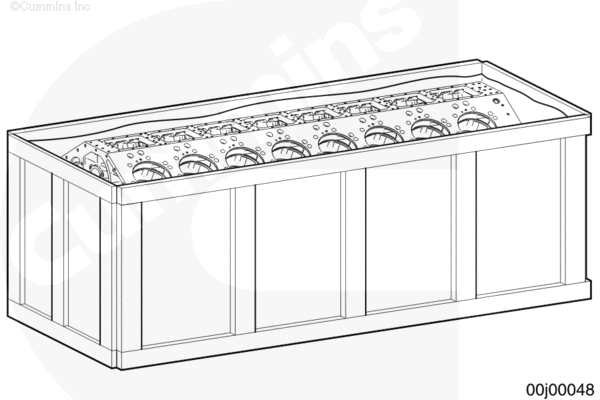
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
將缸體和主軸承蓋放入清洗箱中。
按照清洗箱制造商和清洗溶劑制造商的說明。
康明斯公司不建議使用任何特定的清潔溶液。
使用可加熱至 82°到 93°C [180°至 200°F] 的清洗溶劑可獲得最佳效果。
使用能夠過濾并混合清洗溶液的清洗箱會取得最佳清洗效果。
WARNING
使用蒸汽清洗器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
CAUTION
為了減少缸體損壞的可能,確保螺栓孔和機油油道中的所有水都已清除。
從清洗箱中取出缸體和主軸承蓋。
用蒸汽清洗機清洗缸體和主軸承蓋。確保所有機油道都是清潔的。
用壓縮空氣干燥缸體和主軸承蓋。
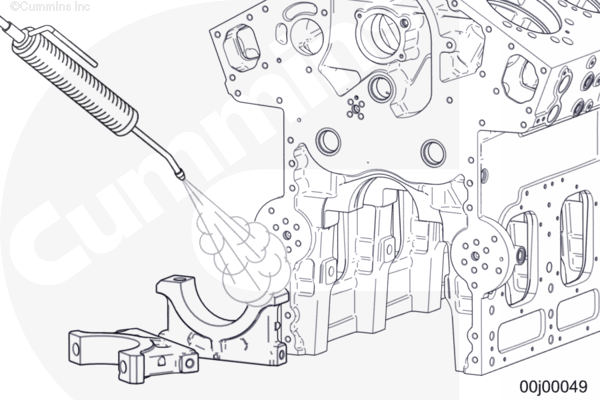
如果不打算立即繼續使用缸體,涂覆一層防護油以防止生銹。
蓋住缸體。
WARNING
當使用溶劑、酸或堿性材料清洗時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
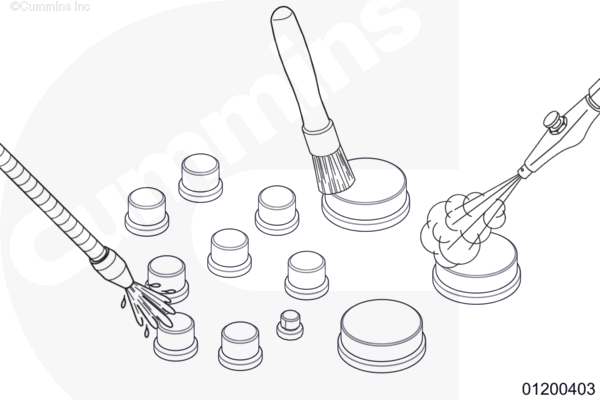
清潔直螺紋 O 形圈螺塞。使用溶劑。用壓縮空氣進行干燥。
檢查
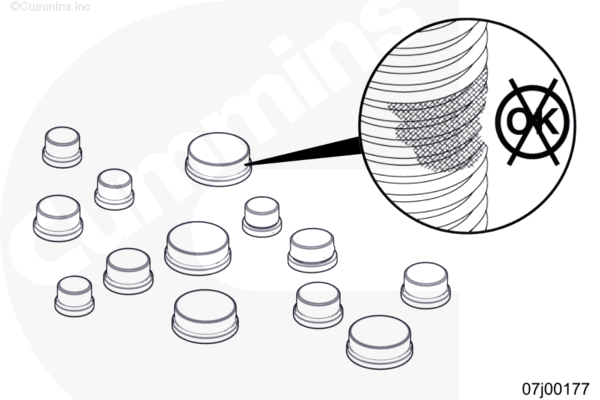
檢查每個直螺紋 O 形圈螺塞。
出現以下情況時,更換螺塞:
- 腐蝕
- 其他損壞
沉孔
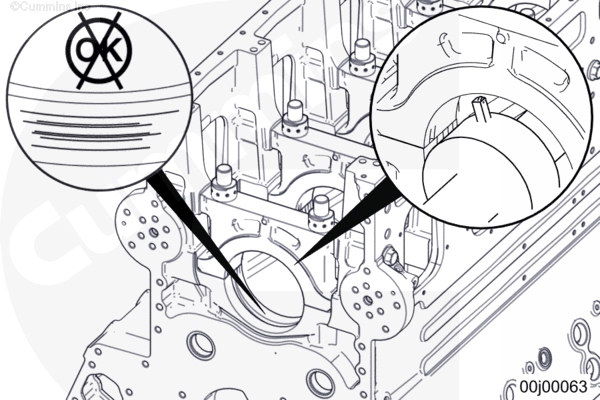
檢查中止式缸套座和下部缸套密封區域。參考第 1 節中的步驟 001-027。
缸蓋頂面
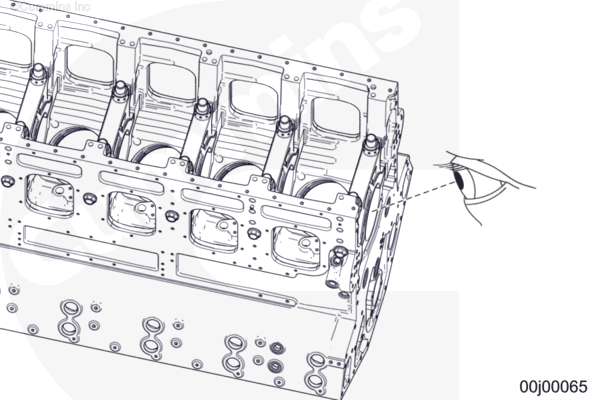
檢查缸體頂面有無磨損。使用精密的直尺。
如果在缸蓋密封墊密封圈或密封圈接觸面出現磨蝕損壞,必須維修表面。參見本步驟中的機加工步驟。
其他任何區域的磨蝕損壞只要不降低缸套突出量的測量精度,則可以接受。
如果缸體頂面已去除了一些材料,缸體上通常需使用加大尺寸的缸蓋密封墊。
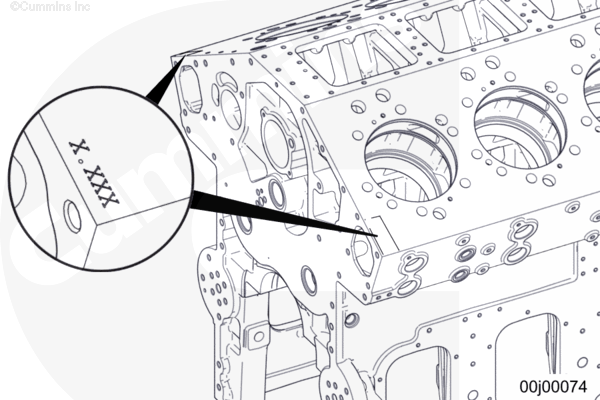
檢查缸體上有無表明因之前的補救加工操作而需要使用加大尺寸密封墊的標記。這些標記通常在缸體頂面左前部。
對于任意標準或加大尺寸密封墊,普通符號是 STD、0.016 英寸或 0.030 英寸。
檢查缸體以確定所需的缸蓋密封墊規格。
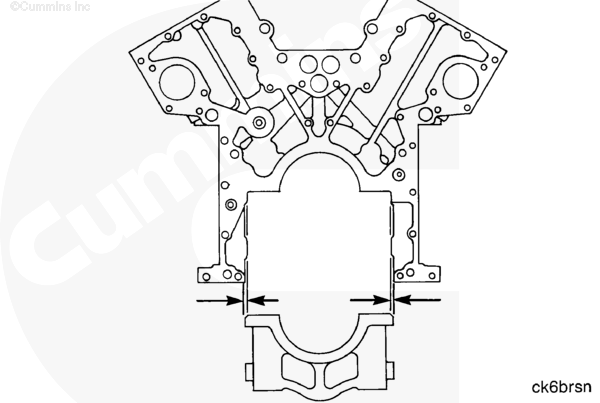
測量缸體高度。
缸體高度在缸體兩端之間相差絕不能超過 0.150 mm [0.0059 in]。如果缸體高度不符合技術規范,必須加工缸體頂面或必須更換缸體。
注 : 主軸承蓋的分模線不是主軸承孔的中心線。
| 標準缸體高度 | |||
| mm | in | ||
| 從主軸承孔中心線 (A): | 656.925 | 最小 | 25.8631 |
| 657.075 | 最大 | 25.8690 | |
| 從主軸承孔 (B),標準 214 mm [8.4252 in] 主軸承孔: | 549.925 | 最小 | 21.6505 |
| 550.075 | 最大 | 21.6564 | |
| 從主軸承孔 (B),加大尺寸 214.5 mm [8.4449 in] 主軸承孔: | 549.675 | 最小 | 21.6407 |
| 549.825 | 最大 | 21.6466 | |
| 減小的缸體高度為 +0.4 mm [0.016 in] 加大尺寸密封墊 | |||
| mm | in | ||
| 從主軸承孔中心線 (A),+0.4 mm [0.016 in] 加大尺寸密封墊: | 656.525 | 最小 | 25.8474 |
| 656.675 | 最大 | 25.8533 | |
| 從主軸承孔 (B),+0.4 mm [0.016 in] 加大尺寸密封墊和標準 214 mm [8.4252 in] 主軸承孔: | 549.525 | 最小 | 21.6348 |
| 549.675 | 最大 | 21.6407 | |
| 從主軸承孔 (B),+0.4 mm [0.016 in] 加大尺寸密封墊和加大尺寸 214.5 mm [8.4449 in] 主軸承孔: | 549.275 | 最小 | 21.6249 |
| 549.425 | 最大 | 21.6308 | |
| 減小的缸體高度為 +0.75 mm [0.030 in] 加大尺寸密封墊 | |||
| mm | in | ||
| 從主軸承孔中心線 (A),+0.75 mm [0.030 in] 加大尺寸密封墊: | 656.175 | 最小 | 25.8334 |
| 656.325 | 最大 | 25.8395 | |
| 從主軸承孔 (B),+0.75 mm [0.030 in] 加大尺寸密封墊和標準 214 mm [8.4252 in] 主軸承孔: | 549.175 | 最小 | 21.6210 |
| 549.325 | 最大 | 21.6269 | |
| 從主軸承孔 (B), +0.75 mm [0.030 in] 加大尺寸密封墊和加大尺寸 214.5 mm [8.4449 in] 主軸承孔: | 549.025 | 最小 | 21.6151 |
| 549.175 | 最大 | 21.6210 | |

檢查定位銷是否損壞。
如果發現損壞,更換定位銷。使用定位銷拆卸器(零件號 3163720)。
主軸承孔
檢查主軸承蓋和缸體配合表面。
嘗試消除損壞。使用 Scotch-Brite ™ 7448 研磨墊或細砂布。
如果出現以下情況,更換損壞的部件:
- 穴蝕
- 磨蝕
如果更換了主軸承蓋,則必須加工主軸承孔。

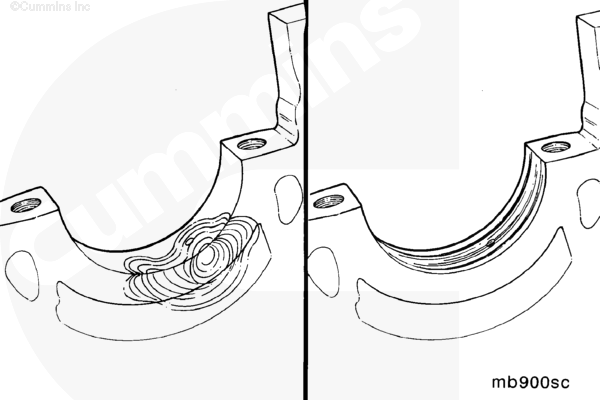
檢查主軸承孔鞍座區域是否因高溫變色或損壞。
高溫引起的變色表明需要進行徹底檢查。如有必要,加工主軸承孔。參見本步驟中的機加工步驟。
檢查受熱區域中缸體的最小硬度。
缸體的最小硬度應應為 160HB 或更高。
注 : 進行硬度測試時,每個測試區最多五個凹痕。
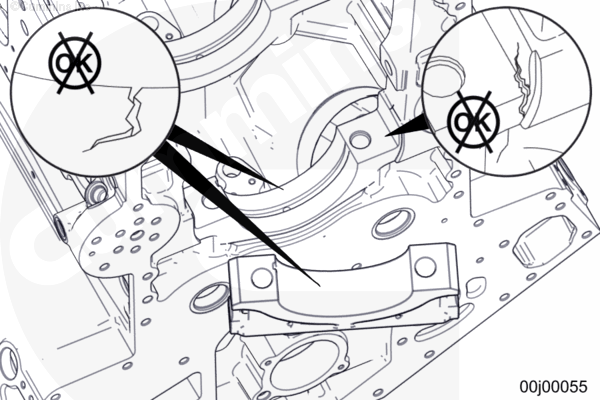
檢查主軸承鞍座和蓋是否有裂紋。參閱此過程中的磁力探傷檢查步驟。
確認主軸承蓋輕輕壓入缸體。
更換有間隙的主軸承蓋。
如果更換了主軸承蓋,則必須加工主軸承孔。參見本步驟中的機加工步驟。
安裝主軸承蓋雙頭螺柱。參考第 1 節中的步驟 001-130。
安裝主軸承蓋。參考第 1 節中的步驟 001-006。
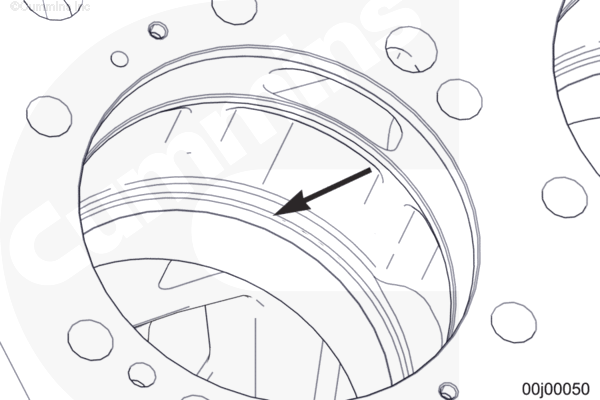
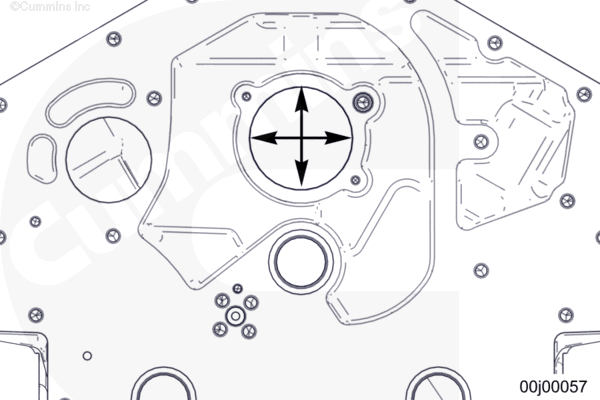
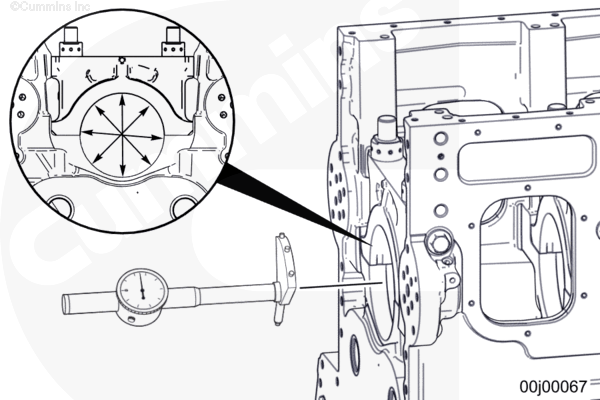
如果沒有用來檢查主軸承孔同軸度的工具,使用內徑千分表。
如圖所示,測量三個位置的內徑。
確保內徑千分表的重量不會干擾測量。將千分表的實心桿靠在孔的內壁上。
| 主軸承孔內徑(擰緊主軸承蓋至規格值) | ||
| mm | in | |
| 213.975 | 最小 | 8.4242 |
| 214.025 | 最大 | 8.4262 |
| 加大主軸承孔內徑(擰緊主軸承蓋至規格值) | ||
| mm | in | |
| 214.475 | 最小 | 8.4439 |
| 214.525 | 最大 | 8.4458 |
各個孔的內徑圓度必須在 0.015 mm [0.0006 in] 以內。
凸輪軸孔
檢查凸輪軸襯套和凸輪軸孔能否繼續使用。參考第 1 節中的步驟 001-010。
前齒輪系
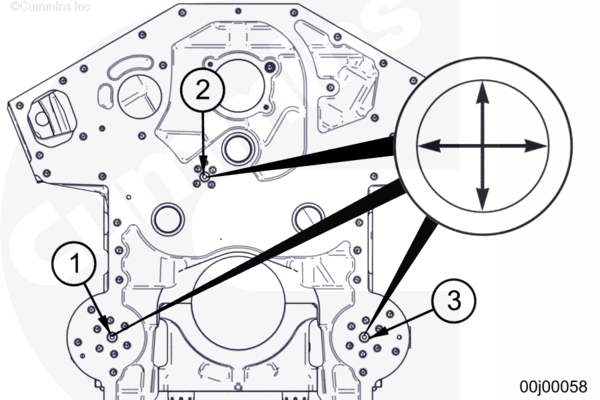
測量三個惰輪軸中心導向孔(1、2 和 3)。
| 惰輪軸孔內徑 | ||
| mm | in | |
| 21.975 | 最小 | 0.8652 |
| 22.025 | 最大 | 0.8671 |
對于惰輪軸孔,沒有康明斯公司認可的補救修理方法。如果孔不在規范內,更換缸體。
探傷測試
沉孔
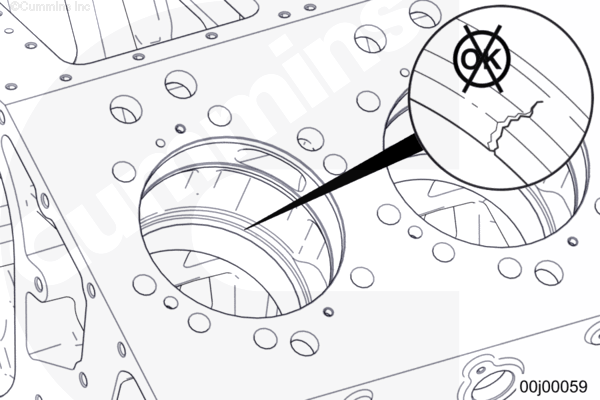
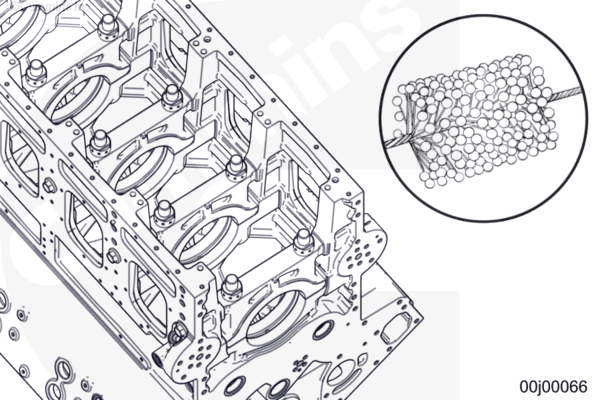
檢查中止式缸套座。使用裂紋檢測組件(零件號 3375432)。
如果出現以下情況,更換缸體:
- 裂紋
缸蓋頂面
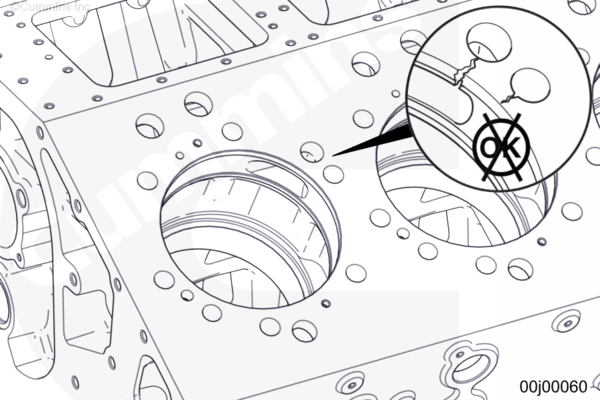
在冷卻液通道、機油通道和螺栓孔處檢查缸體。使用裂紋檢測組件(零件號 3375432)。
如果出現以下情況,更換缸體:
- 裂紋
主軸承孔
拆下主軸承蓋。參考第 1 節中的步驟 001-006。
拆下主軸承蓋螺柱。參考第 1 節中的步驟 001-130。
檢查主孔鞍座區域。使用裂紋檢測組件(零件號 3375432)或等同物。
如果出現以下情況,更換缸體:
- 裂紋

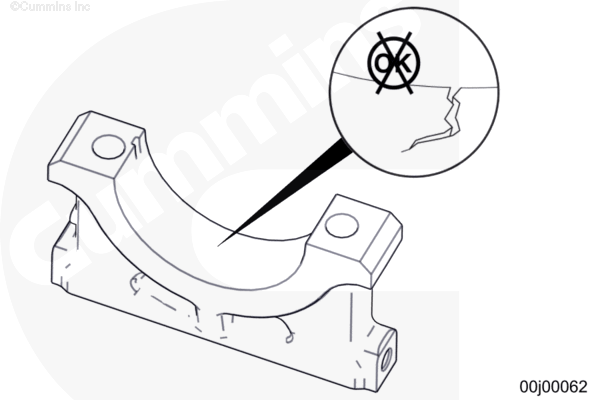
檢查主軸承蓋。使用裂紋檢測組件(零件號 3375432)或等同物。
如果出現以下情況,更換主軸承蓋:
- 裂紋
如果更換了主軸承蓋,則必須加工主軸承孔。參見本步驟中的機加工步驟。
機加工
概述
CAUTION
只有合格的機械師才可以使用設備齊全的機器車間和/或使用各工藝中描述的維修工具進行修理,否則缸體可能出現不可逆的損壞。
主軸承孔
安裝主軸承蓋雙頭螺柱。參考第 1 節中的步驟 001-130。
安裝主軸承蓋。參考第 1 節中的步驟 001-006。
注 : 如果發現一個主軸承孔不合格或損壞,加工所有主軸承孔。
如果損壞,將主軸承孔加工到以下規格:
| 加大主軸承孔內徑(擰緊主軸承蓋至規格值) | ||
| mm | in | |
| 214.025 | 最小 | 8.4262 |
| 214.075 | 最大 | 8.4281 |
最終表面光潔度技術規范最大為 2.03 µm [80 µin]。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
清潔主軸承孔,去除切削油和金屬細屑。使用溶劑。
檢查主軸承孔,務必清除損壞的材料。參見本步驟中的檢查步驟。
去除每個主軸承孔上的毛刺。使用硬的或軟的磨石。
拆下供油油道中的所有毛刺。
必須保持最終表面光潔度最大規格為 2.03 µm [80 µin]。
清潔主軸承孔,去除切削油和金屬細屑。使用溶劑。
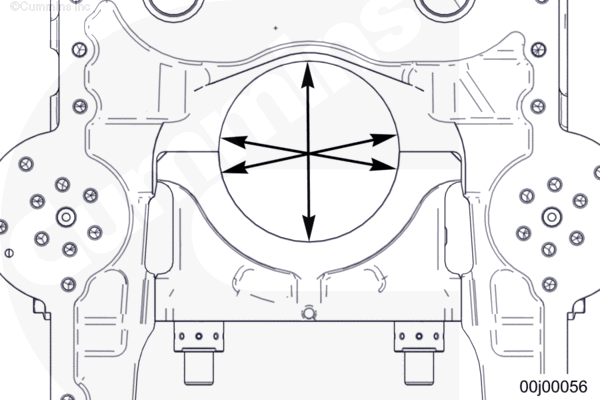
如圖所示,在四個等距方位測量并記錄各主軸承孔。
加大主軸承孔的直徑相差不應超過 ±0.025 mm [±0.0001 in]。
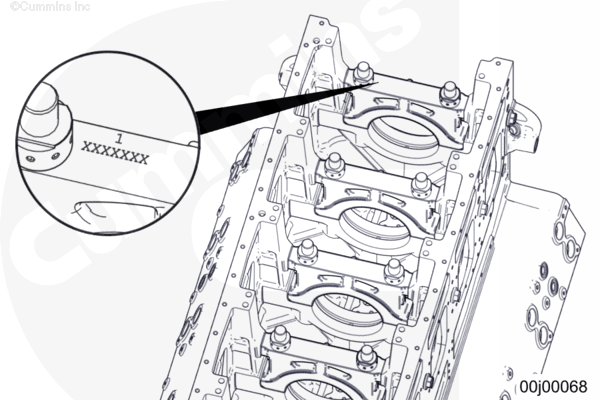
如果使用新的主軸承蓋,標記新的蓋子以確定其定位和位置。
建議使用 6.35 mm [¼ in] 大小字符的鋼印。
在與其它主軸承蓋相同的區域標記主軸承蓋。
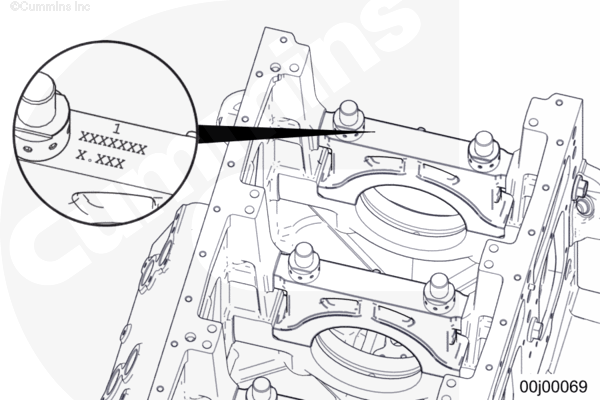
標記 1 號主軸承蓋以指示必須使用外徑尺寸加大的主軸承。在主軸承蓋零件號旁邊做標記。
建議使用 6.35 mm [¼ in] 大小字符的鋼印。
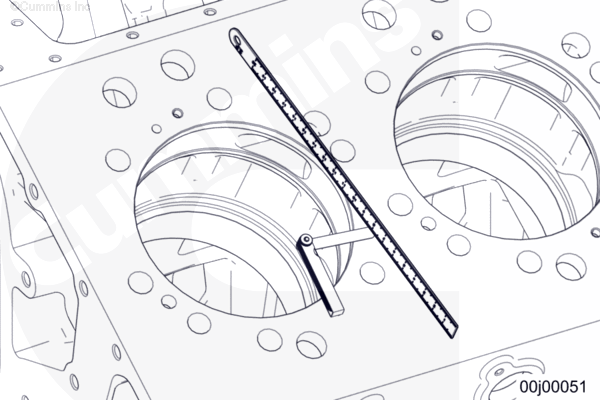
檢查主軸承孔同軸度,看看是否存在突然的彎曲形變。
突然的彎曲形變是指相鄰主軸承孔之間的形變。
將一根小于主軸承孔內徑 0.025 mm [0.001 in] 的撬桿穿過缸體孔。
拆下主軸承蓋。參考第 1 節中的步驟 001-006。
拆下主軸承蓋螺柱。參考第 1 節中的步驟 001-130。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
清洗主軸承機油油道、主軸承機油供油槽和主軸承機油油道。使用溶劑和尼龍刷子。用壓縮空氣吹干。
缸蓋頂面
根據損壞的深度和可用缸蓋密封墊的厚度確定適當的拆卸材料量。
注 : 兩排的中止式缸套座臺階深度差不得超過 0.13 mm [0.005 in]。
加工缸蓋頂面。
重新加工后的缸蓋下表面的平面度必須在 0.51 mm [0.020 in] 以內。
只要表面的波紋高度不超過 0.018 mm [0.0007 in],這些波紋就可以接受。波紋的高點和低點一定不能小于 25.4 mm [1.0 in]。
缸體頂面光潔度技術規范如下。
| 缸體頂面光潔度 | ||
| micro-m | micro-in | |
| 2.03 | 最小 | 80 |
| 3.18 | 最大 | 125 |
缸孔角度不必測量,但是如果加工了缸蓋表面,則該角度必須維持在 30 度。

標記缸體,以表明必須與加工后的缸體配合使用的缸蓋密封墊的厚度。
標記缸體的首選位置在左排缸蓋前部頂面上。
使用 6.35 mm [¼ in] 的字符。常見標注為 STD.;0.016、0.030,分別代表標準密封墊或加大尺寸的密封墊。
去除沖壓操作造成的毛刺。
WARNING
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
清潔缸體。使用清洗箱。參見本步驟中的清潔步驟。
組裝
|
LARGE
|
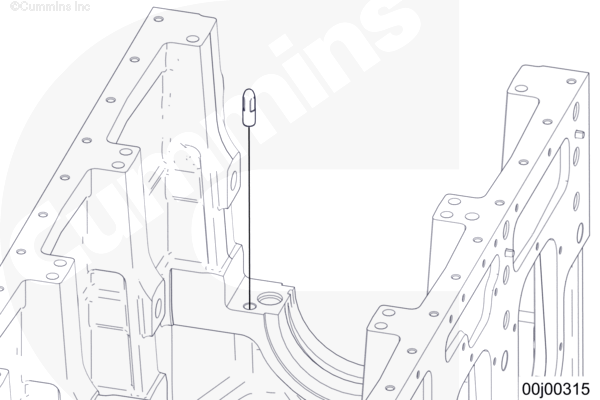
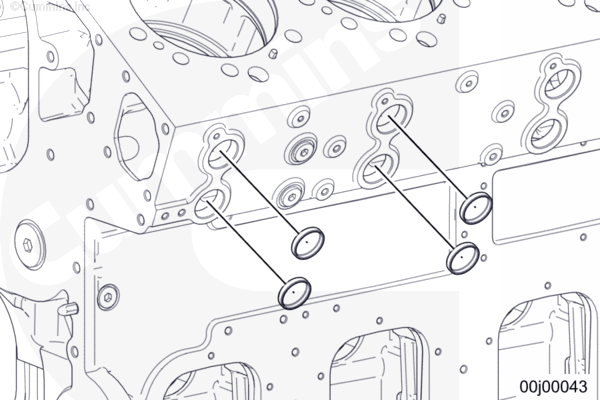
安裝直螺紋 O 形圈螺塞。使用新的 O 形密封圈。
扭矩值: M14 - 20 N•m [177 in-lb]
扭矩值: M27 - 88 N•m [65 ft-lb]
扭矩值: M60 - 278 N•m [205 ft-lb]
|
LARGE
|
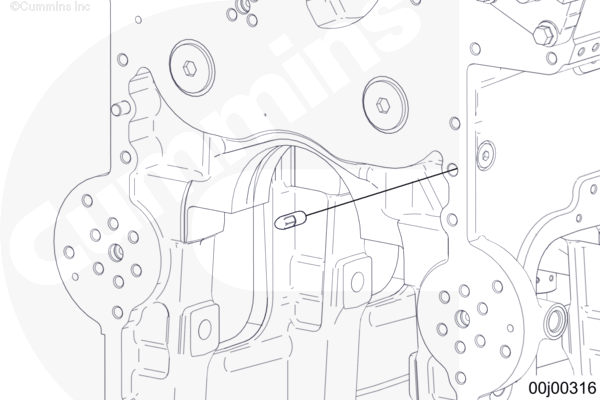
安裝直螺紋 O 形圈螺塞。使用新的 O 形密封圈。
扭矩值: M14 - 20 N•m [177 in-lb]
扭矩值: M27 - 88 N•m [65 ft-lb]
扭矩值: M27 - 278 N•m [205 ft-lb]
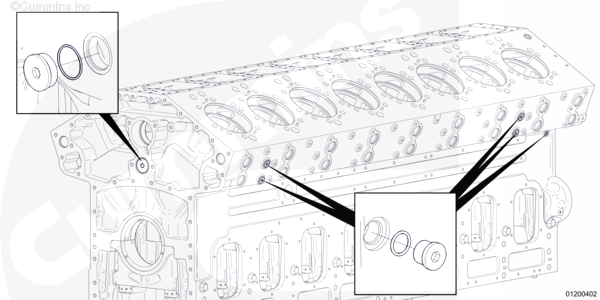
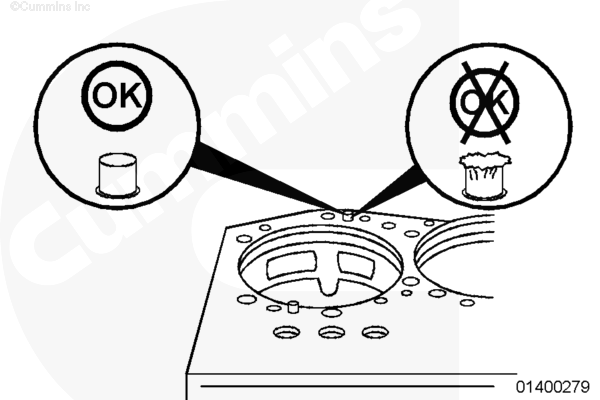
注 : 安裝后,防破壞密封件不得伸出鑄件。
將新的防破壞密封件安裝在缸體中。使用油封拆裝器組件(零件號 3823154)。
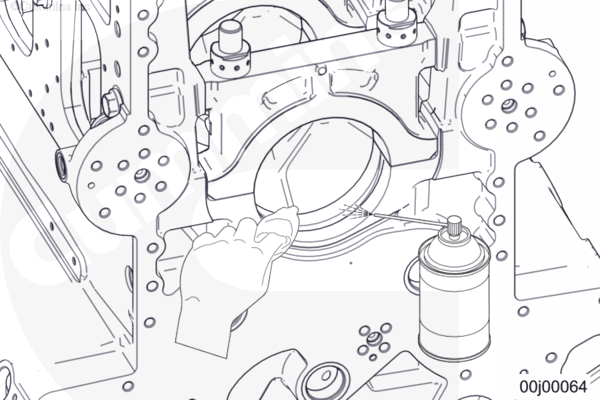
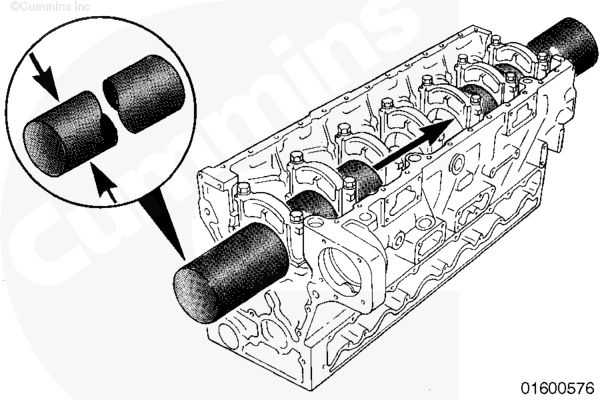
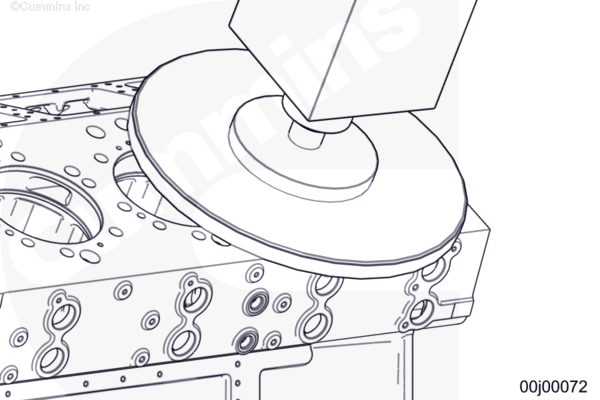
將 Loctite® 620(零件號 4919199)或等同產品涂抹到新碗形塞和缸孔上。
安裝新碗形塞。使用碗形塞安裝器(零件號 3824731)和手柄(零件號 3164085)。
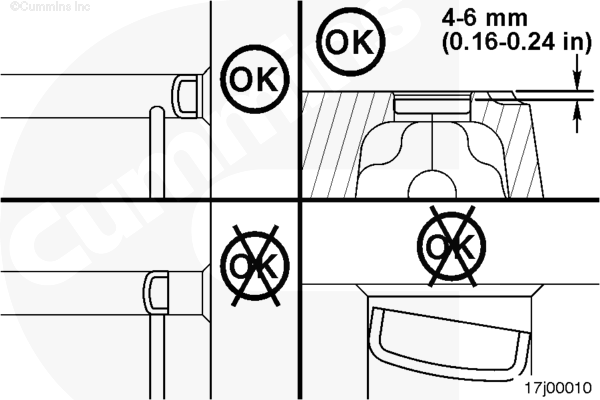
CAUTION
碗形塞不要安裝過深。如果碗形塞安裝的不直或不平,必須更換新的碗形塞。
安裝碗形塞時,碗形塞邊緣必須低于孔的倒角邊 4.0 至 6.0 mm [0.16 至 0.24 in]。
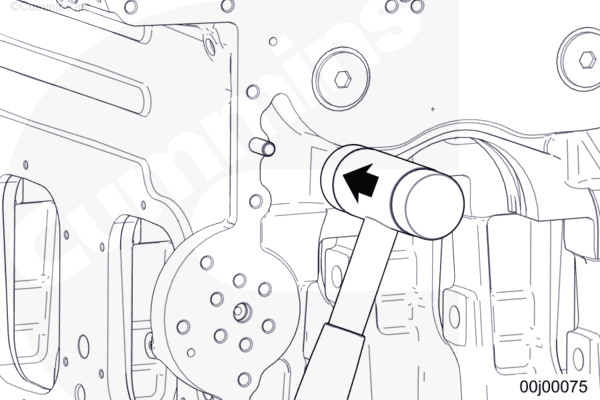
如有拆下,安裝新的定位銷。使用木錘。
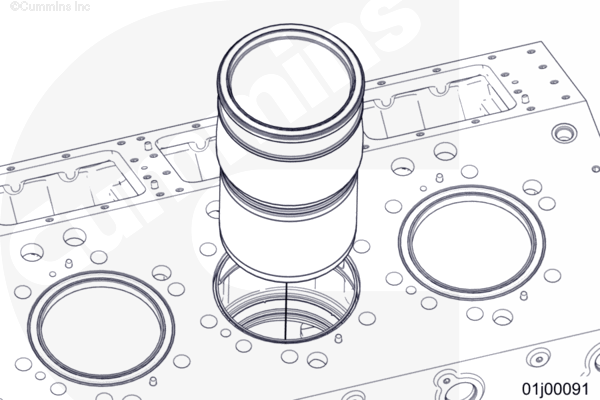
分解圖

LARGE
缸體和缸套座分解圖
|
- 上部缸套壓配法蘭
- 中止式缸套座
- 下部缸套密封法蘭
選擇維修工具
推薦的 Cummins® 維修工具
- 裂紋檢測組件(零件號 3375432)
其他維修物品
- 無需任何其他維修物品。
概述
缸套采用中止式設計,在頂部直直壓接配合。缸套止動與缸體之間有一個硬化的黃銅密封圈。
泄漏測試
WARNING
為了減小人身傷害的可能性,應避免皮膚直接接觸熱機油。
WARNING
美國的一些州和聯邦機構已經認定使用過的機油有致癌作用,而且能造成生殖疾病。應避免吸入機油蒸汽、誤吞以及長時間接觸用過的機油。如果不再繼續使用,應按照當地環保法規進行處理。
根據需要拆下檢修孔蓋,以檢查下部缸套密封件的冷卻液有無泄漏。參考第 1 節中的步驟 001-035。

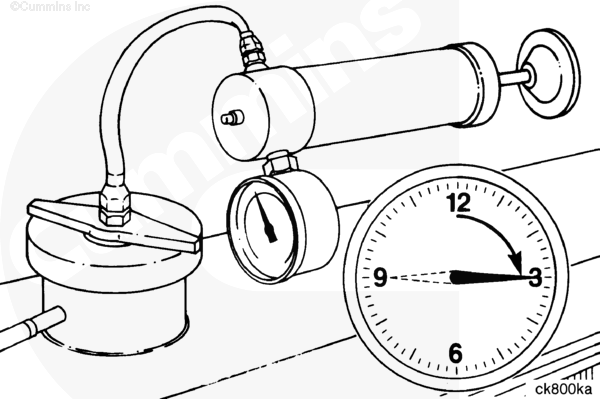
CAUTION
向冷卻系統施加的空氣壓力不要超過 140 kPa [20 psi]。否則會損壞水泵密封件。
給發動機冷卻系統加壓。參考第 8 節中的步驟 008-018。
在檢查下部缸套密封件有無泄漏之前,先讓系統壓力穩定。
檢查缸套外徑和下部缸套密封圈下方的區域是否有冷卻液泄漏。
如發現泄漏,拆下并檢查下部缸套密封、缸套密封圈和缸套。參考第 1 節中的步驟 001-028。

安裝拆下的檢修孔蓋。參考第 1 節中的步驟 001-035。
確認機油油位在注滿標志處。參考第 7 節中的步驟 007-037。

加注冷卻系統。參考第 8 節中的步驟 008-018。
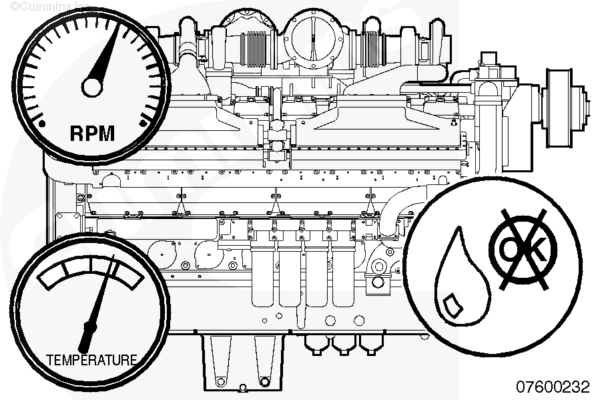
運轉發動機,直至冷卻液溫度達到 80°C [176°F]。
檢查有無泄漏。
檢查能否繼續使用
檢查上部壓配法蘭 (1)、中止式缸套座 (2) 和下部缸套密封表面 (3) 。
嘗試用 Scotch-Brite™ 研磨墊或細砂布修補損壞。
如果出現以下情況,更換缸體:
- 劃痕
- 穴蝕
- 劃痕
參考第 1 節中的步驟 001-026。

檢查中止式缸套有無裂紋。使用裂紋檢測組件(零件號 3375432)。
如果發現裂紋,更換缸體。參考第 1 節中的步驟 001-026。

在冷卻液通道和螺栓孔處檢查缸體是否有裂紋。
如果發現裂紋,更換缸體。參考第 1 節中的步驟 001-026。

測量
測量上部壓配法蘭的內徑。
| 上壓配直徑 | ||
| mm | in | |
| 230.925 | 最小 | 9.0915 |
| 230.975 | 最大 | 9.0935 |
如果上壓配法蘭不在規格范圍內,之前修理過程中可能使用了加大尺寸缸套。確認是否使用了加大尺寸的缸套。
上壓配的缸套和缸體之間必須不得有間隙。
| 上壓配干擾 | ||
| mm | in | |
| 0 | 最小 | 0 |
| 0.10 | 最大 | 0.004 |
如有必要,機加工缸套孔以加大尺寸。
對于加大尺寸的缸套,如果不能加工到規格范圍內,修理或更換缸體。參考第 1 節中的步驟 001-026。

測量下部缸套密封法蘭的內徑。
| 下部缸套密封法蘭直徑 | ||
| mm | in | |
| 215.475 | 最小 | 8.4832 |
| 215.525 | 最大 | 8.4852 |
如果下部缸套密封法蘭直徑不在規格范圍內,可加工缸體和加裝套筒。修理或更換缸體。參考第 1 節中的步驟 001-026。

安裝缸套。參考第 1 節中的步驟 001-028。
測量缸套突出量。參考第 1 節中的步驟 001-064。
如果突出量不正確,拆卸缸套并調整缸套突出量。參考第 1 節中的步驟 001-028。
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
